
浏览数量: 19 作者: 本站编辑 发布时间: 2025-04-10 来源: 本站
高速制钉机是金属加工中高效生产标准钉、异形钉的关键设备。为确保安全运行和产品质量,需严格遵循以下操作流程和维护规范:
一、操作前准备(必检项)
设备状态检查

二、启动与运行流程
1. 开机步骤
通电预热:启动主电源,空载运行 3~5分钟(润滑系统循环至各部件)。
参数设置:
根据钉材规格(如直径、长度)调整 冲压频率(通常 200~600次/分钟)。
设置送料速度匹配冲压节奏(避免堆料或断料)。
试生产:
手动模式试制 10~20枚钉,检查钉头成型、长度一致性。
2. 运行监控
异常振动/噪音:立即停机检查模具紧固螺栓或轴承状态。
钉材质量:抽样检测钉尖毛刺、弯曲度(每30分钟抽检5枚)。
三、安全操作规范
1. 防护措施
须佩戴:防噪耳塞、防护眼镜(防止金属碎屑飞溅)。
禁止行为:
运行时伸手进入模区;
拆除安全光栅或防护罩。
2. 紧急处理
卡钉故障:
按下急停按钮;
关闭气源后,用专用工具(非金属)清理卡钉
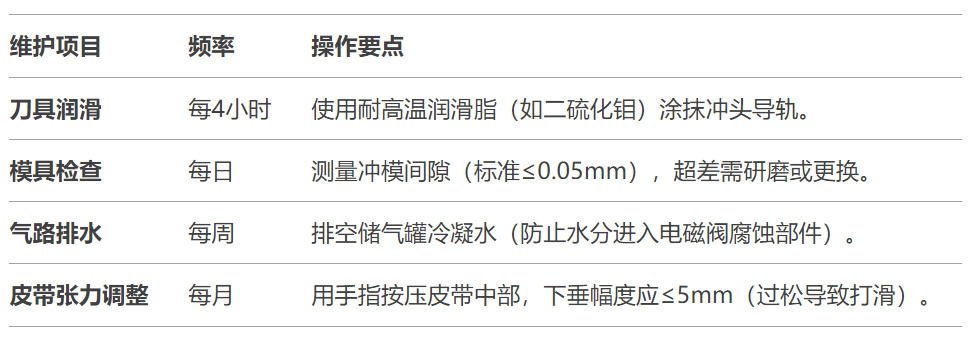
四、日常维护计划
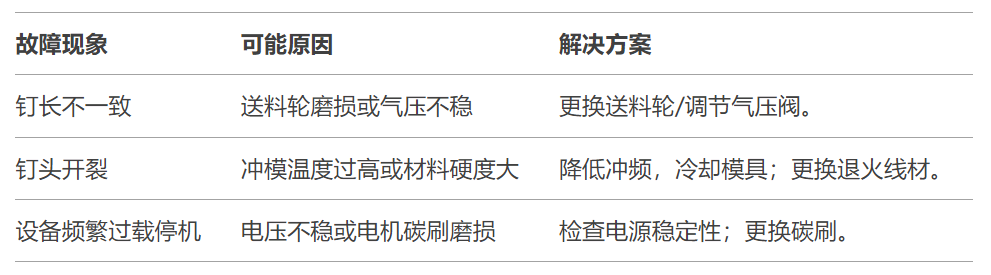
五、常见故障排除




 苏公网安备32090202001359号
苏公网安备32090202001359号